

水基金属除油清洗剂应用-对几种非离子和阴离子表面活性剂的除油效果比较筛选出了适用于金属除油的表面活性剂
除油是金属零件磷化、喷塑、电镀和涂漆前的关键工序,除油效果的好坏直接影响后续加工的质量。金属表面除油的方法有很多种,以表面活性剂为主的乳化法具有对设备无要求、减少了有机溶剂对操作者健康的危害、安全环保的特点,是目前应用较为广泛的除油方法。
在表面活性剂的除油过程中,表面活性剂降低油-水界面的表面张力,使油污在金属表面的附着力减弱并脱离金属表面,增溶或漂浮于工作液。水基除油剂主要是借助多种表面活性剂的乳化与分散作用来实现去油污的,对活性剂的筛选和复配至关重要。
因此,了解更多的表面活性剂结构、理化性能与除油效果之间的关联,筛选适用于金属表面除油的表面活性剂种类,并将该几类表面活性剂按适当的比例复配,通过相互间的协同效应,提高金属清洗剂的除油效率和稳定性,获得单一表面活性剂所不具有的独特性质,已经成为金属水基除油剂的主要发展方向。
1 实验部分
1. 1 原料与药品
钢片304#不锈钢,标准圆帆布片,齿轮润滑油220#,抛光膏。嵌段醇醚 L-61、L-64,异构醇醚 E-1307、E-1310;脂肪醇醚 MOA-3、MOA-5、MOA-7、MOA-9;辛基酚聚氧乙烯醚OP-7、OP-10,壬基酚聚氧乙烯醚TX-10,失水山梨醇脂肪酸酯 SPAN-60、SPAN-80;失水山梨醇脂肪
酸酯聚氧乙烯醚 TWEEN-60、TWEEN-80 ,脂肪酸甲酯乙氧基化物磺酸盐 FMES,十二烷基苯磺酸 LAB,乙氧基化脂肪醇聚氧乙烯醚硫酸钠 AES,烯基磺酸钠 AOS,异辛醇磷酸酯 RP-98,三聚磷酸钠,偏硅酸钠,纯碱。
1. 2 实验仪器
YK-899 电热恒温水浴锅,PASTEL-UV 多用途快速 COD 值分析仪,2152 罗氏泡沫仪。
1. 3 测试
1. 3. 1 渗透性的测试
参照 AATCC 17-1980,将待测表面活性剂配成质量浓度为 5 g /L 的溶液,记录标准帆布片从开始润湿到完全沉降的时间。
1. 3. 2 乳化性的测试
将 20 mL 待测表面活性剂与 20 mL 白矿油放入100 mL 带 塞 量 筒 中,振荡水浴机中剧烈振荡10 min。静止后,观察油-水相分离至10 mL 所需要的时间。
1. 3. 3 分散性的测试
测试将 5% 钙皂溶液完全分散为透明、无沉淀溶液且静置 30 min 不出现沉淀所需表面活性剂的量,以此时该表面活性剂在溶液中的质量分数表示待测表面活性剂的分散指数(LSDP)。该值越低,表明被测物的分散性越好。
1. 3. 4 泡沫性能的测试
按照 GB /T7462-94,应用 Ross-Miles 仪测试表面活性剂的起泡性。待测表面活性剂质量分数均为0. 05% ,记录 5 min 后的泡沫量。
1. 3. 5 除油性能测试
1) 试片的材质:采用 304#
钢片作为除油率实验用试片,规格为 10 cm× 10 cm,厚度为 3 mm。
2) 油污的制备:齿轮润滑油和抛光膏以 1 ∶1(质量比)混合,并搅拌均匀。试片在分析天平上称重为 M(精确至 0. 01 g),将称量过的试片在油污中浸泡 30 min,取出,沥干油污后称量试片的质量为 M1。将试片在规定工艺条件下除油,除油后称重记录为 M2。除油率 w 计算公式为式。w = [(M1 - M2) /(M1 - M)]× 100% (1)
3) 除油工艺:参照 JB/T4323. 2-1999
水基金属清洗剂实验方法,表面活性剂 5 g /L,偏硅酸钠5 g /L,纯碱 10 g /L,三聚磷酸钠 10 g /L,配制 1 L 除油工作液,恒温水浴锅保持 50 ℃,静置除油 3 min,取出钢片,40 ℃热风吹干水分并称重。按照式计算除油率。
1. 3. 6 化学耗氧量(COD 值)测试
采用 PASTEL-UV 多用途快速 COD 值分析仪测试(密封消解法)。
2 结果与讨论
2. 1 单一表面活性剂的除油性能
为了分析表面活性剂的渗透、乳化、分散、泡沫等性能对除油效果的影响,首先筛选出适合金属除油的表面活性剂的结构与种类,再以单一表面活性剂作为除油剂,在相同的用量和实验条件下进行除油实验,并比较各自的除油效果,结果如表 1 所示。
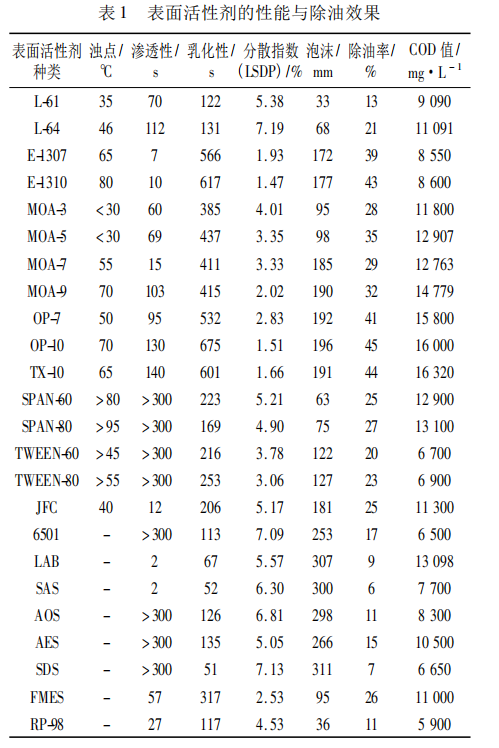
由表 1 可知,在非离子表面活性剂中,6501和TWEEN 系列表面活性剂泡沫高,乳化、分散等除油性能均很差;嵌段聚醚类 L-61 与 L-64、异辛醇 JFC、SPAN 系列泡沫低,乳化、分散、除油等性能非常差。在其他几种除油率较高的表面活性剂中,除油率排序为 OP-10> TX-10 > E-1310 > OP-7 > E-1307>MOA-5 > MOA-9 > MOA-7 > MOA-3。阴离子表面活性剂的除油性能要差于非离子类型,如除油性能最好的 FMES,其除油率仅为 26% ,明显低于 OP-10 的除油率。在阴离子表面活性剂中,阴离子除油率排序为FMES > AOS > LAB > SDS > RP-98 >AES > SAS。
除油用表面活性剂筛选过程中,应在保证表面活性剂除油性能的前提下尽量实现低泡沫特点。对表 1 分析可知,6501 和 TWEEN 系列非离子表面活性剂,无论是泡沫还是除油性能均较差,不适合作为除油剂主体成分;嵌段聚醚类 L-61 与 L-64、异辛醇JFC、SPAN 系列,除油性能一般,虽然单独使用具有泡沫低的优点,但与其他非低泡类表面活性剂复配后,泡沫并没有明显的减少,因此,这类产品也不适用于除油剂的生产。综合泡沫、渗透、分散性能,
适合用于除油工艺的表面活性剂有 OP-10、TX-10、E-1310 与 MOA-5。其中,OP-10 与 TX-10 成本适中,除油效果好,但存在 COD 值较高且破坏环境的问题;E-1310 综合性能优异,但在非离子表面活性剂中是成本最高的;MOA-5 虽然没有最突出的优势,但成本、应用性能、环保性能比较均衡。阴离子表面活性剂,虽然除油性能差,但没有浊点限制,耐碱性能好。特别是阴离子类型产品价格低廉。因此,在不减弱除油剂其他应用性能的前提下,使用适当的阴离子类型产品可以降低除油成本。
由表 1 可知,AES 与 SAS 的除油性能最差,不适用于除油剂; RP-98 虽然泡沫较低,但除油性能较差;FMES 的除油性能最好,且泡沫较低;LAB 则具有最好的渗透性和较低成本。综合评价,FMES和 LAB 较适合用于金属除油工艺。
2. 2 配方优化与确定
在初步筛选出的 4 种非离子表面活性剂中,E-1310 的价格太高,会导致除油成本大幅上升,且 E-1310 在冬季凝固为坚硬固体,融化料液还需消耗大量的热能;OP-10 与 TX-10 除油效果差不多,只是 OP-10 的供应量较少,不如 TX-10 取材方便。因此,非离子表面活性剂最终确定为 TX-10 与MOA-5,阴离子表面活性剂确定为 LAB 与 FMES。
2. 3 表面活性复配比例的优化
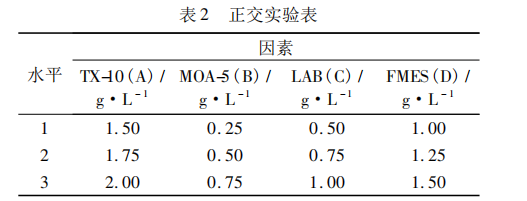
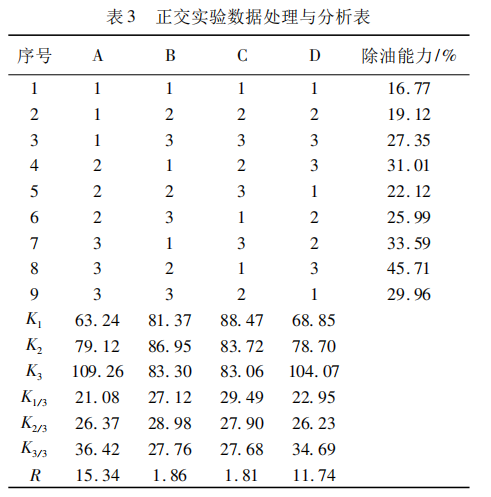
以 TX-10、MOA-5、LAB 和 FMES 为因素,采用正交实验法考察了最佳除油条件,各因素、水平见表 2,数据处理与分析见表 3。除油实验按照 1. 3. 5 进行。
由表 3 可知,各因素对除油效果影响大小的顺序为 TX-10 > FMES > MOA-5 > LAB,正交实验的最佳配 方 为 A3B2C1D3,即 TX-10 2. 00 g /L,MOA-50. 50 g /L,FMES 1. 50 g /L,LAB 0. 50 g /L。此时,表面活性剂的质量浓度为 4. 50 g /L,除 油 率为45. 71% ,高于表 1 单一表面活性剂用量为 5 g /L 的除油率,实现了通过加强表面活性剂之间的优化、提高除油效率的目标。
2. 4 温度与时间对除油效果的影响为了进一步确定除油剂的最佳清洗温度和时
间,分别就相同时间下清洗温度与除油效率的关系和相同温度下清洗时间与除油效率的关系进行了实验,以 2. 3 确定的最佳表面活性剂的配比作为除油剂各组分的用量,参照 1.3. 5 除油性能测试方法进行除油实验,结果如表 4 和第 7 页表 5。


由表 4 和表 5 可知,温度对除油率影响较大,温度越高,除油率越高;在相同的除油时间内,70 ℃ 条件下除油率明显高于 50 ℃ 与30 ℃ 条件下的除油率。时间对除油率影响较小,特别是在低温(30 ℃ )条件下,随除油时间的增加,除油率提高不明显;除油温度提高至 50 ℃ 和 70 ℃ 后,除油率随时间的增加提高明显。最终确定,除油时间控制在 5 min,除油温度选择 50 ℃ ~ 60 ℃的中温即可。
3 结论
以非离子和阴离子表面活性剂复配的方法来确定金属除油剂的配方,研究了不同表面活性剂
的浊点、泡沫、渗透与乳化、除油等性能,根据各种性能筛选出适用于金属除油的表面活性剂。
